
Како да се избегне истекување на торбата за филтрирање на кесичката за собирање прашина и да се задржи мала емисија?
2024-09-27
Производство нафилтрирани торбиТреба да биде докажано со протекување, бидејќи тие создаваат дупки во шиењето и затоа да ризикуваат да ги зголемат емисиите на Багхаус за време на работата. Спречувањето на истекување гарантира дека баговите постојано постигнуваат ниски емисии. Willе разговараме за тоа како да откриеме и да се осврнеме на протекување во баговите во посебен напис.
1 мерки за спречување на истекување на торби за филтрирање
Процес на топење на 1.1
Hotешкото топење може да ги реши проблемите на закопчињата, лабавите навои, дупките и другите проблеми што се јавуваат при традиционалното шиењефилтрирани торби, особено дупките во телото на торбата, ефикасноста е околу 5 пати поголема од традиционалното шиење и има предности дури и на шиење и силно врзување. Како и да е, не сите кеси за филтрирање можат да се зашијат со процес на топло топење, обично еднослојно влакно, термопластични кеси за филтрирање на влакна можат да се зашијат со процес на топло топење. На слика 1.1 е прикажан шематскиот дијаграм на филтерската кеса по третманот со топло топење. После третманот со топло топење, во зглобовите на филтерската кеса не постојат дупки и не постои ризик од пенетрација на фино прашина низ дупките. Затоа, под истите услови за тестирање, торбата за филтрирање со топло топење има најголема ефикасност на филтрацијата.
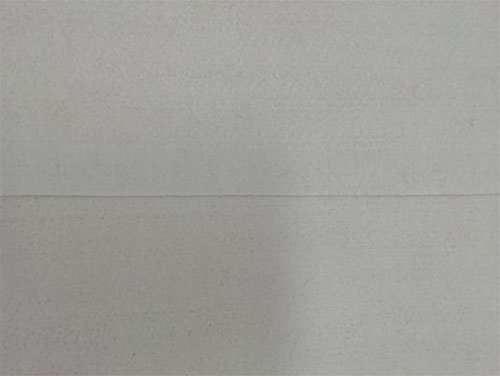
Слика 1.1 Шематски дијаграм на торбата за филтрирање по третманот со топло топење
Процес на 1.2
Кога шиењето на топло топење не е можно и се користи шиење на конец, неизбежно се оставени во торбата за филтрирање. Процесот на обложување често се користи во индустријата за да се спречи протекување во торбите за филтрирање. Процесот на обложување започнува со избор на соодветна заптивната смеса за сложени услови на грип гас. Ова се постигнува преку трикратен пристап: лабораториска проценка, испитувања за производство и инженерско искуство. Откако ќе се идентификува соодветна заптивната смеса, се користи опрема за автоматско обложување на торби за да се нанесе слој на заптивната смеса на шалките за навој за шиење на торбата. Ова обезбедува стабилност и униформност на обложената површина на производот и го оптимизира запечатувањето на шалчето. Студиите покажаа дека ефикасноста на филтрацијата на обложените кеси е слична на онаа на торбите за филтрирање на топло топење.
На Слика 1.2 е прикажан шематски дијаграм на дупките на торбата пред и по облогата.

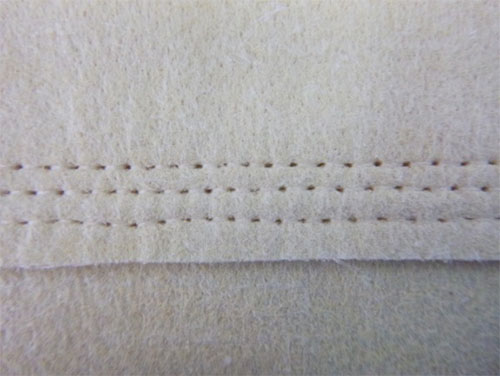
Слика 1.2 Шематски дијаграм на дупките на торбата пред и по облогата (горниот дијаграм со лепило, долен дијаграм без лепило)
Процес на ламиниране со лента од 1.3ptfe за запечатување на дупки
Дополнителен метод за спречување на истекување е запечатување на дупки преку употреба на процесот на ламиниране на лентата PTFE. И покрај фактот дека PTFE лентата е отпорен на топлина и хемиски стабилен материјал, сè уште постои можност дека може да се одвои од подлогата кога ќе се придржува до неа со топла ламиниране. Откако лентата PTFE е целосно отстранета, сè уште постои можност за прашина да ги пробива дупките. Како што е прикажано на Слика 1.3, ова е шематска претстава на дупките во телото наТорба за филтрирањеСледејќи го процесот на запечатување со PTFE лента.
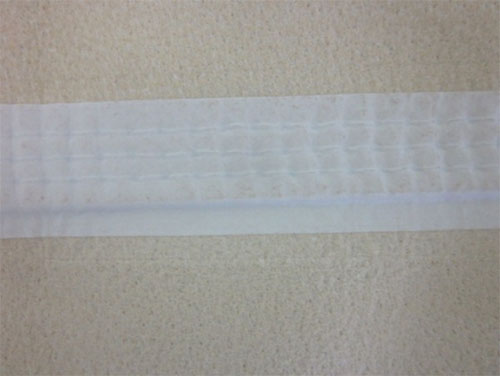
Слика 1.3: Шематски дијаграм на филтерска торба по нанесувањето на PTFE лента



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy